Armour-X Verschleißplatte
 SchweißenARMOUR-X:
SchweißenARMOUR-X:
Beim Schweißen ARMOUR-X sowie jede AR-Platte in der 400-500 BHN Klassifizierung Vorheizen sollte immer verwendet werden (80° C bis zu 20mm dick, 125° C für 25mm, 40mm, 200° C für 50mm 175° C). Dadurch wird ein langsamer Abkühlgeschwindigkeit zu gewährleisten und verhindern, dass kalte knacken in der WEZ. Diese Vorheizen sollte auf mindestens 150 mm über die Schweißnaht angewendet werden. Vorausgesetzt, dass Schweißverfahren innerhalb werden Empfehlungen Heizen, keine Post-Schweißnaht-Wärmebehandlung erforderlich. Die Elektrode erforderlich, um die Schweißnaht ARMOUR-X, c-Stahl ist E-7018. Diese niedrige Wasserstoff-Elektrode ist in SMAW (Stick), FCAW (dual und selbst Schild) und MSG (Mig) erhältlich. Beim Schweißen von ARMOUR-X-ARMOUR-X oder anderen AR-Platte empfiehlt es sich, dass eine E-11018 niedrig-Wasserstoff-Elektrode verwendet werden, um Platz für die höhere Eigenspannungen in diesen high-Yield-Stärke-Platten vorhanden.
BildungARMOUR-X:
Beim Walzprofilieren ARMOUR-X es immer ist die Platte bevorzugt im Einklang mit der Maserung der Platte gerollt werden. Roll-Geschwindigkeit sollte bei der langsamsten Einstellung (variabler Geschwindigkeit Rollen bevorzugt). Sobald der Walzprozess beginnt und die Platte sich plastischen Verformung vollzieht, hören Sie die Rollen nicht auf, da diese Bedingung manchmal Schubspannungen einrichten kann, die Rissbildung einleiten wird. Stellen Sie sicher, alle Flamme Schnittkanten sind ausreichend geschliffen, um Kerben zu entfernen, die Rissbildung einleiten kann. Wenn mit einer Bremse drücken Sie gewährleisten die Presse ist groß genug, um die Aufgabe zu erledigen (ca. 6 x mehr Tonnage als Baustahl). Rüstung-X kann zu einem 4 t gebildet werden, was bedeutet, dass 4 x die Plattendicke ist der kleinste Radius, der erreicht werden kann. Ein gesenköffnung von 12 t wird empfohlen. Es wird immer empfohlen, bilden Traverse, die Faserrichtung erfolgen. Wenn mit der Faserrichtung bilden einen liberaleren Radius ermöglichen. Mit Roll forming achten sollen Flamme Schnittkanten Boden 3 mm entfernen, Eigenspannungen und Kerben, die Rissbildung einleiten können.
BohrenARMOUR-X:
Die Legierungselemente in Rüstung-X machen es schwieriger ist, als herkömmliche 500BHN verschleißscheibe zu bohren. Obwohl ein standard high-Speed-Bohrer mit den folgenden Parametern verwendet werden kann, scheinen Co-Balt Bits die beste Arbeit. Die Bits soll Boden, eine in ausgeschlossen Spitzenwinkel von 150 Grad, die Querflöte Lippe Boden eine 5 Grad positiv Rake mit einer ungefähren Land der Breite von 0,8 mm. Im Web sollte 2,4 mm betragen. Bei einem Vorschub von 100-150mm pro Minute verwendet und eine Bohrmaschine Geschwindigkeit von 25-30 u/min haben beste Ergebnisse erlebt. Wie der Fall mit allen Materialien dieser Art ist unbedingt es notwendig, dass der Stahl so sicher wie möglich auf den Tisch festgeklemmt werden.
 SchneidenARMOUR-X:
SchneidenARMOUR-X:
Rüstung-X kann geschnitten werden, mit einer herkömmlichen Sauerstoff-Acetylen-Fackel, Schleifen Flamme Schnittkanten 3mm nach dem Schneiden immer ratsam ist, um Risse zu beseitigen. Wenn Plasma verwendet wird Folgendes angemerkt so entsteht mehr Kante betont auf AR Platten im Bereich von 400-500BHN aufgrund der extrem hohen Hitze und schnelle Abkühlgeschwindigkeit dieses Prozesses.
ARMOUR-XIst eine neue Technologie 21. Jahrhundert legierten Stahl, dass Erhöhungen Leben tragen ohne Härte zu erhöhen.
ARMOUR-XWährend des Abrufens größer verlängerte Lebensdauer als konventionelle 500BHN-Platte, bietet hervorragende Schweißbarkeit und Umformbarkeit.
ARMOUR-X Reduziert Kosten durch Erweitern verlängerte Lebensdauer und reduzieren Installation-Frequenz.
ARMOUR-XKonsequente Härte ganz durch die Stahlplatte hat.
Geben SieARMOUR-X legierten Stahl über konventionelle Q & T-Platte an:
- Verlängerte Lebensdauer zu verlängern!
- Reduzieren Sie Installation-Frequenz!
- Reduzieren Sie installierten Gewicht!
- Erreichen Sie den niedrigsten Life-Cycle-Kosten!
ARMOUR-X ist im Allgemeinen besser als konventionelle Q & T-Platte:
- Zum Biegen, Bohren, schneiden, gas schneiden & Schweißen Eigenschaften
- Der Härtegrad von ARMOUR-X ist niedriger als herkömmliche 500BHN Stähle.
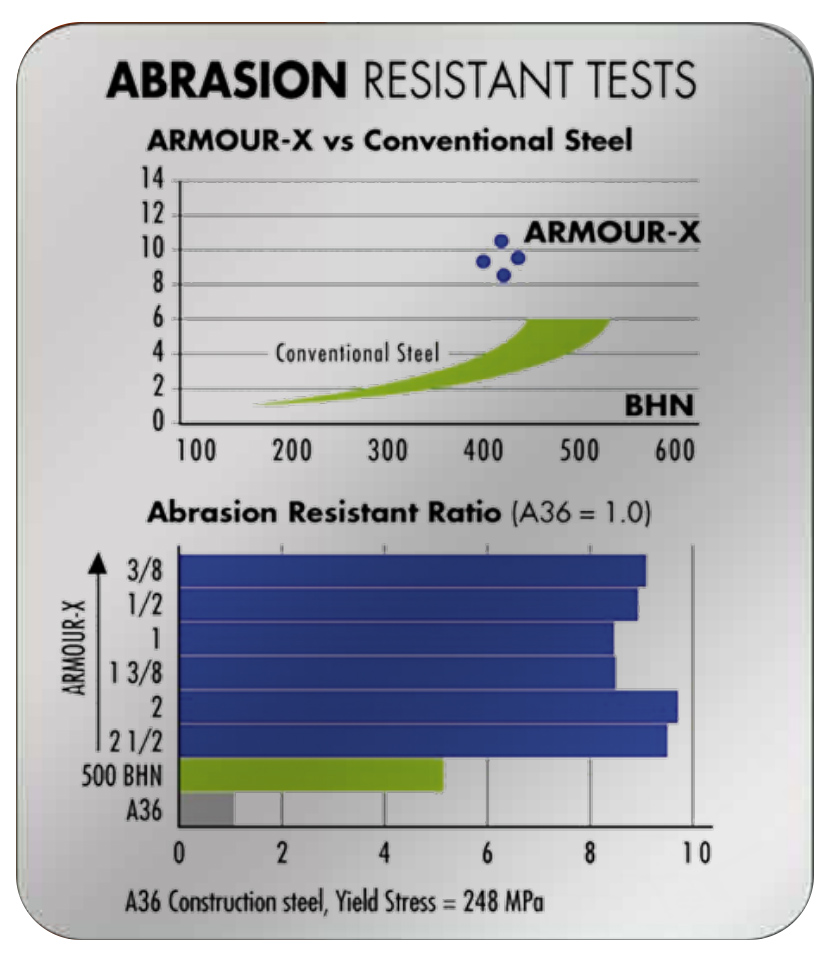
- Die Abrieb-Widerstand-Eigenschaften der Rüstung-X wenn weit mehr als 500 BHN-Stähle.
Die überlegene Tragbarkeit von ARMOUR-X wird durch neue 21. Jahrhundert legiertem Stahl Technologie erreicht. Das Ergebnis ist ein Formable, schweißbare Verschleiß Platte im Bereich von 450 Bhn, der bietet Verschleißfestigkeit fast zweimal der konventionellen 500 BHN-Klasse.
"Rüstung-X zeigt hervorragende Ergebnisse unter unseren Can-Am WH157 Log Haul Ketten um den Entrinder. Nach nur 6 Monaten zeigt das Produkt vernachlässigbar tragen. Für den gleichen Zeitraum hätte dem Vorgängerprodukt 400 BHN ca. 3 mm abgenutzt. Rüstung-X war einfach zu Schweißen und zeigt keine Anzeichen von Rissen in dieser Anwendung hohe Schlagzähigkeit. Bei diesem Tempo konnten wir zwei Mal sehen, vielleicht sogar drei Mal das Leben, die eine Bedeutung in Bezug auf die Arbeitskosten und Ausfallzeiten rettet."
