Pansar-X slitplåt
 SvetsningPANSAR-X:
SvetsningPANSAR-X:
När svetsning PANSAR-X samt någon AR plattan i 400-500 BHN klassificeringen förvärma ska alltid användas (80° C upp till 20mm tjocka, 125° C för 25mm, 175° C i 40mm, 200° C i 50mm). Detta kommer att bidra till en långsammare kylningshastigheten och förhindra kall sprickbildning i HAZ. Denna Värm bör tillämpas på minst 150mm utanför svetsfogen. Förutsatt att svetsprocedurer blir inom förvärma rekommendationer, krävs ingen post weld värmebehandling. Den elektrod som krävs för att svetsa PANSAR-X till kolstål är E-7018. Här låg väte-elektrod är tillgänglig i SMAW (stick), FCAW (dubbla och self sköld) och GMAW (mig). Vid svetsning PANSAR-X till PANSAR-X eller till någon annan AR-plattan, rekommenderas det att en E-11018 låg väte-elektrod används för att rymma de högre restspänningar som är närvarande i dessa plåtar med hög kapacitet i styrka.
BildarPANSAR-X:
När rullformning PANSAR-X är det alltid program plattan rullas i linje med korn av plattan. Rulle hastighet bör vara långsammast möjliga inställningen (variabel hastighet rullar program). När rullande processen börjar och plattan genomgår plastisk deformation, sluta inte rullar eftersom detta tillstånd kan ibland ställa upp skjuvspänningar som kommer att inleda sprickbildning. Säkerställa alla låga skär kanterna är tillräckligt marken för att ta bort några skåror som kan initiera krackning. När använder en broms tryck se till att pressen är stor nog att utföra jobbet (ca 6 x mer tonnage än kolstål). PANSAR-X kan bildas till en 4T, vilket innebär 4 x plåttjockleken är den minsta radien som kan uppnås. En die öppning av 12T rekommenderas. Det rekommenderas alltid att bilda göras traverse att fiberriktningen. Om bilda med fiberriktningen tillåter en mer liberal radie. Som med rulle bildar se till att slipas lågan skurna kanter av 3mm ta bort restspänningar och skåror som kan initiera krackning.
BorrningPANSAR-X:
De legera beståndsdelarna i PANSAR-X gör det något svårare att borra än konventionella 500BHN slitplåt. Även en standard hög hastighet borr kan användas med följande parametrar, verkar Co-balt bitar fungera bäst. Bitarna bör vara grunden i-ingå punkt vinkel 150 grader, flöjt läppen är marken till en 5 grader positiv kratta med en ungefärlig mark med bredd av 0.8mm. Webben ska vara 2,4 mm. Bästa resultat har upplevt när en matningshastighet på 100-150mm per minut används och en borr hastighet av 25-30 RPM. Som är fallet med alla material av detta slag är det absolut nödvändigt att stålet spännas till bordet så säkert som möjligt.
 SkärPANSAR-X:
SkärPANSAR-X:
PANSAR-X kan skäras med en konventionell oxy-acetylen fackla, slipning lågan skära kanterna 3mm efter styckning är alltid god praxis för att eliminera sprickor. Om plasma används det måste noteras denna process skapar mer kant betonar på AR tallrikar i intervallet 400-500BHN på grund av den extremt hög värme och snabba kylningshastigheten av denna process.
PANSAR-XÄr en ny teknik 2000-talets legerat stål att ökar bära liv utan att öka hårdhet.
PANSAR-XNär du erhåller större slitage liv än konventionella 500BHN plattan, erbjuder överlägsen svetsbarhet och formbarhet.
PANSAR-X Minskar kostnaden genom att utvidga slitage liv och minska installationen frekvens.
PANSAR-XHar konsekvent hårdhet genom hela stålplåt.
AngePANSAR-X legerat stål över konventionella Q & T tallrik till:
- Förläng slitage liv!
- Minska installation frekvens!
- Minska installerade vikt!
- Uppnå den lägsta livscykel-kostnaden!
PANSAR-X är generellt bättre än konventionella Q & T plate:
- För bockning, borrning, klippning, gas skärning & svetsning egenskaper
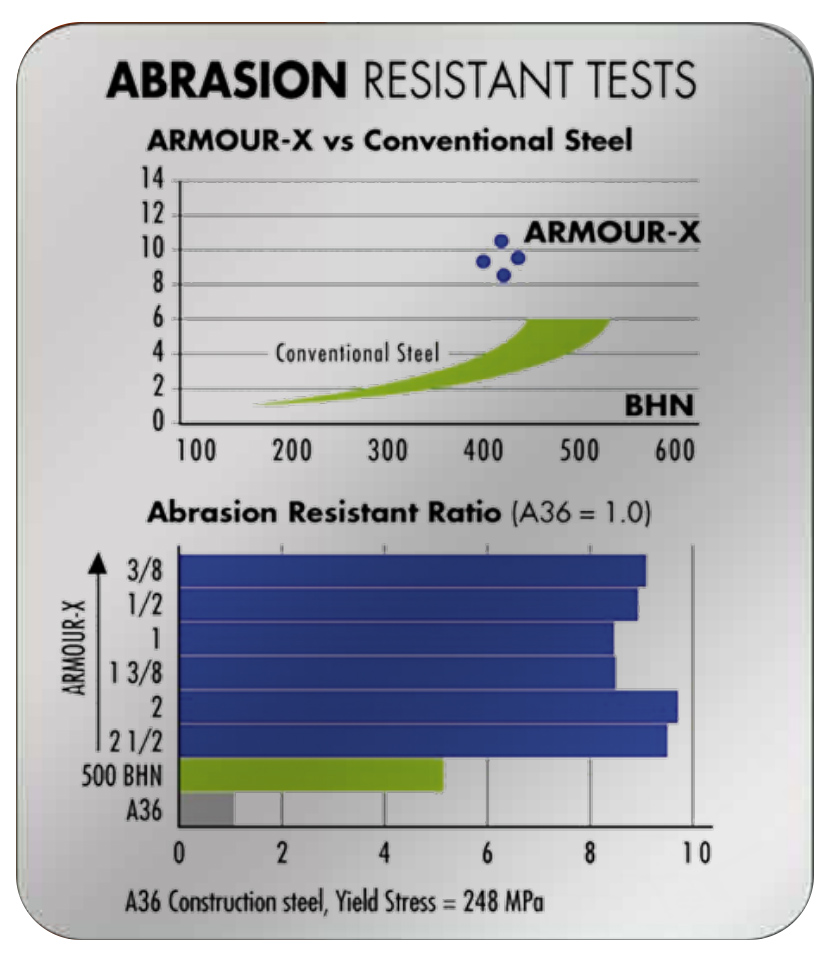
- Den hårdhet för PANSAR-X är lägre än konventionella 500BHN stål.
- Nötning motstånd egenskaperna för PANSAR-X om långt större än 500 BHN stål.
Den överlägsna slitstyrka för PANSAR-X uppnås genom nya 21st century legerat stål teknik. Resultatet är en Formable, svetsbara slitplåt i intervallet 450 bhn som erbjuder slitstyrka nästan två gånger som konventionella 500 BHN kvaliteter.
”PANSAR-X visar enastående resultat under våra Can-Am WH157 logga distanser kedjor till assisterad. Efter endast 6 månader visar produkten försumbart slitage. För samma period hade föregående 400 BHN produkten ca 3mm avklingat. PANSAR-X var lätt att svetsa och visar inga tecken på sprickbildning i denna högeffektiva ansökan. I denna takt som vi kunde se två gånger, kanske tre gånger i livet, som är en innebörd Spara arbetskostnad och driftstopp ”.
